Key Benefits of CrateDB for Smart Manufacturing
Real-Time Analytics: With CrateDB, you can analyze massive streams of data from connected devices in real-time and enhance decision-making for smarter, more efficient production processes.
Scalability: CrateDB seamlessly scales to handle millions of data points per second. It supports the growing data needs of smart factories as they evolve and expand.
Flexibility: CrateDB supports structured, semi-structured, and unstructured data. It easily integrates diverse data sources such as machine logs, sensor outputs, and IoT device data.
Optimized Smart Manufacturing Operations
Predictive Maintenance: Continuously monitor equipment health to predict potential failures. Minimize downtime and maximize asset uptime through proactive interventions.
Process Optimization: Use real-time data to identify production inefficiencies and bottlenecks. Adjust operations in real-time for optimal throughput and resource allocation.
Quality Control in Smart Manufacturing: Integrate AI and machine learning models to detect defects and maintain high-quality standards. Reduce waste and enhance product quality through real-time insights.
Built for Smart Manufacturing and Industry 4.0
Advanced Search & AI Integration: Leverage CrateDB’s powerful search capabilities to quickly filter large datasets. Integrate AI-driven analytics for predictive maintenance, demand forecasting, and smart automation.
Cost-Effective Scalability: CrateDB offers a cost-efficient solution, with a distributed architecture built to scale alongside smart factories. Achieve high performance and reliability without excessive infrastructure costs.
Enabling the Future of Smart Manufacturing: CrateDB supports the digital transformation toward smart manufacturing, enabling real-time data collection and analysis for smarter, more agile production environments. Stay competitive by leveraging cutting-edge data technologies in automated, data-driven factories.

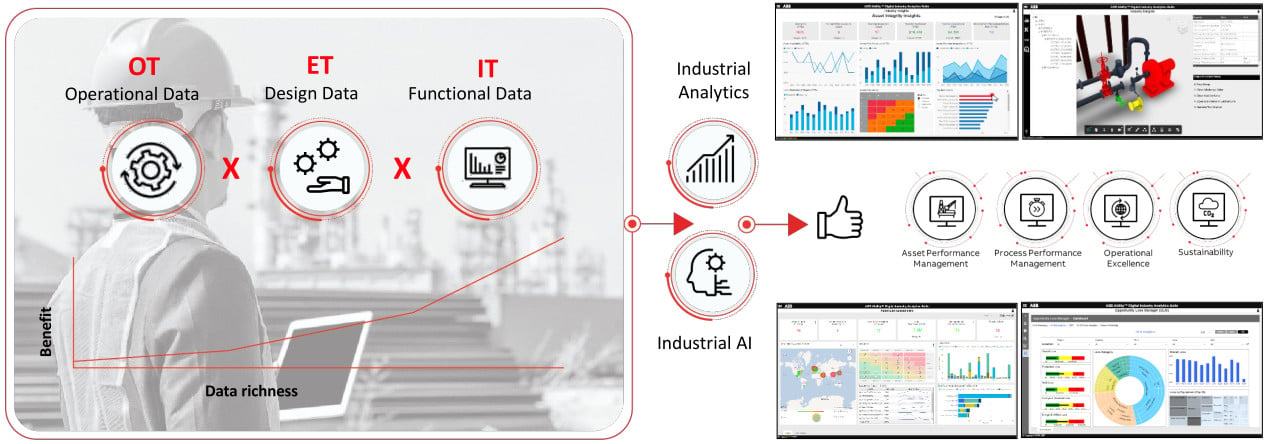
Less than 20% of data generated by industrial companies is used and ABB's flagship digital solution wants to change that. ABB Ability Genix, launched in 2020, caters to multiple sectors, combining data-centric approaches with AI/ML and domain knowledge to deliver contextually rich data. It expands beyond sensors and devices to include engineering, design, and IT data, integrating them into the platform with pre-made adapters and ABB's domain knowledge.
Key objectives
- Perform very fast time-series database queries, both with hot and cold data.
- Process different workloads with no impact on performance.
- Detect real-time issues through window function aggregation.
Case study #2: ALPLA
ALPLA is a world leader in the area of packaging solutions, producing high-quality packaging for Coca-Cola, Unilever, and other brands in the food, drinks, cosmetics and cleaning industries. ALPLA employs 20,900 employees at 181 locations across 46 countries.
Key objectives
- Provide real-time dashboards to 1.000s of employees.
Main technical challenges
- Get quick insights into production data mix (ERP data/Sensor Data, Quality Data).
- Store large amounts and a variety of data (relational, JSON & timeseries data) for real-time access across 180 plants.
- Plan for simple growth when adding new lines and plants, fully integrate with existing systems.

Related Blog Posts